





Sales hot line ( 24 hours service): 18037961302
E-Mail: firstfurnace@gmail.com
whatsapp:+8618037961302
Adress: Luoxin Industrial Park, Luoyang, HenanLarge diameter steel pipe quen
Piston rod quenching and tempe
Grinding rod quenching and tem
High frequency induction heate
Quenching equipment for machin
Round steel end heating furnac
Steel pipe heat treatment prod
Square steel quenching and tem
Sucker rod quenching and tempe
Thickened petroleum steel pipe
Round steel quenching and temp
Steel pipe quenching and tempe
Steel plate quenching and temp
Induction Hardening Machine&nb
Flywheel ring gear high freque
Induction melting furnace and LF ladle furnace matched smelting process
The process flow of induction melting furnace, electric arc furnace and LF furnace for smelting various alloy steels to produce alloy steel is shown in Figure 4-26 .
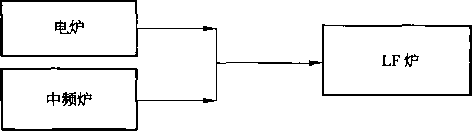
Figure 4-26 Smelting process flow chart of induction melting furnace and other melting furnaces
Furnace (50T) crude aqueous refining time 60 - 65min, 5T induction melting furnace melting alloy or recycle material melts 60min, electric furnace steel and induction melting furnace to melt the alloy added LF ladle furnace (60T) refining 75min, part VD vacuum degassing treatment . The main types of steel produced are: axle steel, wheel steel, gas cylinder steel, die steel, alloy structural steel and other major series.
For example: 5T induction melting furnace and LF ladle furnace combined with smelting process operation points
A loading operation
(1) Before loading, carefully confirm the name and category of alloys, high-alloy return materials, and scrap ingots to avoid loading errors. According to the requirements of the production organization and variety plan, quantitatively load and record.
(2) The alloy, high-alloy return material, and scrap steel ingots loaded into the furnace must not be mixed with other sundries, and must not be damp, mud, rain, etc.
(3) It is strictly forbidden to put the airtight container into the furnace.
(4) When melting the alloy, if the product name and block size of the alloy are different, the alloy with higher melting point, such as molybdenum iron, calcium iron, etc., should be placed in the middle; the alloy with lower melting point should be placed at the bottom or upper part; for Cr alloys, Place the smaller pieces on the bottom or middle, and the larger pieces on the upper part.
(5) Melting Ming alloy. When the molten steel level is 500mm from the edge of the furnace mouth , in principle, no alloy or other high melting point alloys (such as tong iron) are added. If the smelting product needs it, it is required to add in batches when adding, and each batch should not exceed 200kg; before each batch is added, it must be ensured that the alloy in the furnace is completely melted before the addition is allowed.
(6) When loading the steel ingot, it is required to fill the gap between the steel ingot and the furnace wall with small pieces in order to speed up the melting speed and increase the electromagnetic utilization rate.
B smelting operation
(1) If the molten steel remaining in the furnace is greater than 3t, after charging, the power can be adjusted to the maximum allowable power load after power transmission; if there is no molten steel left in the furnace or the remaining steel volume is less than 3t, after loading steel ingots or other large pieces of heavy materials, power should be gradually increased for a predetermined time interval, the former 10 - 15min non-power adjusted to the maximum allowable load.
(2) During the power transmission process, the condition of the furnace must be observed at any time. If bridges or material stacking occurs, they must be dealt with in time to avoid accidents caused by excessively high temperature of the molten steel at the bottom, and to avoid waste of power consumption.
(3) In order to avoid air oxidation of the molten steel is exposed, during the melting process, at the site (or the bare steel) forming a molten pool added amount of pre-melting synthetic slag, the furnace was added per total control of 10 - 20kg, until all the charge melted after cleaning , should be appropriate to reduce the power, while the addition of 1 - 2 bags covering agent.
(4) In the oven pre-service (formerly 50), according to furnace conditions, if the local due to the addition 20Mn23AlV back - back to the material sticky residue severely affect the loading, the smelting process in the sticky residue with 5 parts - 10kg calcium silicate blocks, the total amount shall not join More than 20kg.
(5) Confirmation or return raw ingot in the furnace after all clear melting, temperature measurement, other than the removal of the molten alloy, the temperature reached 1600 deg.] C , before sampling, laboratory furnace to be notified prior to sampling of the contained material type and the number of returns. After the ingredients are determined, the refining section and scheduling should be notified immediately.
(6) During the smelting process, it is necessary to observe the liquid level in the furnace for crusts at any time, especially in the upper low temperature area. If crusts are found, the power supply should be cut off immediately to avoid accidents.
C tapping operation
(1) Tapping temperature: melting an alloy, if the content key, calcium alloy, the steel temperature control requirements in 1650 - 1700 deg.] C ; Yi molten metal, the tapping temperature control requirements 1600 - 1620 of deg.] C . In addition to the molten alloy, when the ingot or other returned raw materials are melted, the tapping temperature is determined according to the composition of the molten steel in the furnace. Table 4-5 provides data tapping temperature, the amount of steel press. 5 - the 8T calculated, if the amount is less than steel 5t, each less It, the steel temperature increase 10 deg.] C 0
(2) Tapping quantity: After the temperature reaches the tapping requirements, tapping is performed according to the tapping quantity required by the scheduling according to the composition of the molten steel in the smelting process and the scheduling production organization. If smelting alloys and smelting Mingyao steel are not operated continuously, it must be exhausted. Tapping is completed, the ladle was added in 2 - 3 bags covering agent. Before tapping, the tapping trough should be cleaned up to ensure smooth flow of steel without blockage or scattered flow.
Table 4-5 Composition of molten steel and tapping temperature
|
Induction melting furnace molten steel composition |
Induction melting furnace tapping Temperature / Long |
instruction |
||
|
[%C] |
[%Mn] |
[%Cr] |
||
|
0. 20-0. 30 |
0.20-1.00 |
0. 20-1.00 |
1620 ~1640 |
1. If the content of Mn or Cr exceeds 1.00%, the tapping temperature of the induction melting furnace will decrease by 1^0 on the basis of the tapping temperature specified in the left column. For example: when the content of c is: 0.20% ~0.30%, the content of Mn or Cr is 2.00 % ~ 3. 00% , the tapping temperature is as follows: 1599 ~ 1629 ℃ without control 2. If the content of Cr and Mn both exceed 1.00%, the temperature is decreased for accumulation. For example, when c content: of 0. The 2% of 0. The . 3%, Mn content: 2.00% -3.00%, of Cr content: 2.00% to 3.00% , the steel according to the temperature of 1598 -1 628 deg.] C : control |
|
0. 30 ~0. 40 |
0. 20-1.00 |
0. 20-1.00 |
1610-1630 |
|
|
0.40-0. 50 |
0. 20-1.00 |
0. 20-1.00 |
1600 ~ 1620 |
|
|
0. 50-0.60 |
0.20-1.00 |
0. 20-1.00 |
1590-1610 |
|
|
0.60-0. 70 |
0. 20 ~ LOO |
0. 20-1.00 |
1580 ~1600 |
|
|
0. 70-0. 80 |
0. 20-1.00 |
0. 20 〜1.00 |
1570 ~1590 |
|
|
0. 80-0. 90 |
0. 20 ~ 1.00 |
0. 20-1.00 |
1560 ~1580 |
|
|
0.90-1.00 |
0. 20 ~ 1. 00 |
0. 20 ~ 1.00 |
1550 ~1570 |
|
|
1.00 〜1.20 |
0.20-1.00 |
0. 20-1.00 |
1540 ~1560 |
|
|
1.20-1.30 |
0. 20-1.00 |
0. 20-1.00 |
1530 ~1550 |
|


Iron induction furnace

Aluminum melting furnace

Copper melting furnace

Small steel melting furnace

Small induction melting furnace

Induction iron furnace

3T intermediate frequency iron melting f

0.25T Intermediate Frequency Furnace

0.5T Intermediate Frequency Furnace

Medium Frequency Furnace

2T Induction Melting Furnace

1T Induction Melting Furnace

500kg Induction Melting Furnace

250kg Induction Melting Furnace

Induction Melting Furnace

3 T Induction Melting Furnace

5T Induction Melting Furnace

1T One Belt Two Intermediate Frequency F

5T One Belt Two Intermediate Frequency F

3T One Belt Two Intermediate Frequency F

2T One Belt Two Intermediate Frequency F

5T Parallel Intermediate Frequency Furna

5T Intermediate Frequency Furnace

5T Series Intermediate Frequency Furnace

3T Series Intermediate Frequency Furnace

2T Series Intermediate Frequency Furnace

1T Series Intermediate Frequency Furnace

0.5T Series Intermediate Frequency Furna

0.25T Series Intermediate Frequency Furn
1T Parallel Intermediate Frequency Furna

2T Parallel Intermediate Frequency Furna

0.5T Parallel Intermediate Frequency Fur