





Sales hot line ( 24 hours service): 18037961302
E-Mail: firstfurnace@gmail.com
whatsapp:+8618037961302
Adress: Luoxin Industrial Park, Luoyang, HenanLarge diameter steel pipe quen
Piston rod quenching and tempe
Grinding rod quenching and tem
High frequency induction heate
Quenching equipment for machin
Round steel end heating furnac
Steel pipe heat treatment prod
Square steel quenching and tem
Sucker rod quenching and tempe
Thickened petroleum steel pipe
Round steel quenching and temp
Steel pipe quenching and tempe
Steel plate quenching and temp
Induction Hardening Machine&nb
Flywheel ring gear high freque
At present, some steel mills at home and abroad have adopted the continuous steel casting process. The surface temperature of the continuous casting billet after leaving the continuous casting machine is sent to the rolling mill. Rolling is not possible, so the continuous casting billet must be cut and stacked, or placed in a uniform temperature furnace to continue heating. For such a continuous casting slab, the average temperature is about 925°C. If supplementary heating is performed on the production line, the continuous casting slab can be rolled from 925°C to 1250°C. Since the surface temperature of the continuous casting slab is low and the temperature of the center part is relatively high, and induction heating is first heated from the surface and the heat is transferred to the center, the continuous casting slab is heated by induction heating for supplementary heating and then continues to be rolled, which is a good way to save energy. The method makes full use of the waste heat of the blank, and many steel plants abroad have already implemented this process.
The heat required for continuous casting billet heating from 925°C to 1250^ is equivalent to 60kW • h/°C. If the induction heating efficiency is 50%, its unit power consumption is 120kW • h/°C, which can save energy by 68%. Figure 1-3 shows the appearance of the continuous casting billet induction heating furnace. The number of inductors is determined by the production rate of the continuous casting billet. In order to support the continuous casting slab, water-cooled spokes are arranged between the inductors, and the continuous casting slab is conveyed through each of the inductors to be heated to the required rolling temperature.
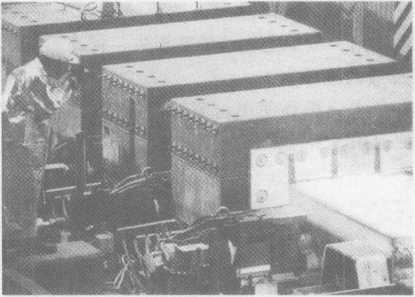
Figure 1-3 Continuous casting and rolling temperature compensation induction heating furnace


Iron induction furnace

Aluminum melting furnace

Copper melting furnace

Small steel melting furnace

Small induction melting furnace

Induction iron furnace

3T intermediate frequency iron melting f

0.25T Intermediate Frequency Furnace

0.5T Intermediate Frequency Furnace

Medium Frequency Furnace

2T Induction Melting Furnace

1T Induction Melting Furnace

500kg Induction Melting Furnace

250kg Induction Melting Furnace

Induction Melting Furnace

3 T Induction Melting Furnace

5T Induction Melting Furnace

1T One Belt Two Intermediate Frequency F

5T One Belt Two Intermediate Frequency F

3T One Belt Two Intermediate Frequency F

2T One Belt Two Intermediate Frequency F

5T Parallel Intermediate Frequency Furna

5T Intermediate Frequency Furnace

5T Series Intermediate Frequency Furnace

3T Series Intermediate Frequency Furnace

2T Series Intermediate Frequency Furnace

1T Series Intermediate Frequency Furnace

0.5T Series Intermediate Frequency Furna

0.25T Series Intermediate Frequency Furn
1T Parallel Intermediate Frequency Furna

2T Parallel Intermediate Frequency Furna

0.5T Parallel Intermediate Frequency Fur